中国古代钱币铸造揭秘:翻砂法铸钱图解

翻砂法铸钱
1 翻砂【造型】(molding)
用型砂、模样等材料工具制造砂型的方法和过程。
2 母钱翻砂(molding with pattern coins)
用型砂、母钱、浇道模等材料工具制造铸钱砂型的方法和过程。翻砂法铸钱的核心就是母钱翻砂。
3 钱样(coin sample)
铸造钱币之前,刻制出拟铸钱币的样子,供主管官员审核。清朝铸钱局的钱样是用洁净细腻的象牙刻制的,由钱法堂侍郎鉴定(图 1)。
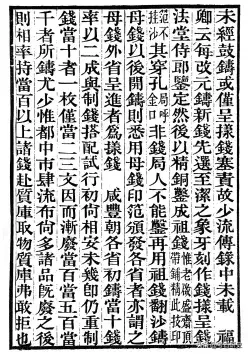
图 1 鲍康《大钱图录》之铸新钱流程
4 祖钱【雕母】(grandfather coin, carved coin as pattern)
明清铸钱,钱样被选定后,便依样用精炼铜雕刻成祖钱,钱币收藏界多称为“雕母”。祖钱未被采用前,其中间方形或圆形穿口没有完全凿开,俗称“金口未开”(图2);祖钱一旦被采用,便由铸钱局指定专门工匠凿开,俗称“开金口”,用来制作母钱。

图2 中国钱币博物馆藏清“咸丰重宝”宝源局当十“金口未开”雕母钱(钱径 36.9 毫米)
5 母钱(coin as pattern)
用开金口的祖钱经过精细翻砂铸造而成。母钱形制规整、地章光洁、字口清晰。母钱(图 3)是翻砂铸钱的母模,用来翻砂铸造大量的流通钱币。

图3 中国钱币博物馆藏清“咸丰重宝”宝泉局当十铁钱母钱(钱径 38.5 毫米)
6 样钱(sample coin)
中央政府给各地铸钱机构发放的标准铸钱,作为各地铸钱的标准样式(图 4),虽然《大钱图录》记载翻铸颁发各省的铜钱也称为母钱,其情况较为复杂,要具体辨析颁发钱币的工艺特点和性质,再确定其为母钱或样钱。通常情况下,中央颁发各省铸钱数量少,多是示范意图,各省不可能依此组织大量翻砂铸钱,其本质仍是样钱。各地铸造铜钱要定期进呈中央以备审核,各地进呈的铸钱称为样钱(图5)。在京铸钱局还要定期铸行铜钱供奉内廷,也称样钱。

图 4 中国钱币博物馆藏清“道光通宝”阿克苏局部颁样钱(钱径 27.5 毫米,重 5.6 克)

图 5 中国钱币博物馆藏清“咸丰重宝”宝浙局当五十样钱(钱径 57.2、厚 4.3 毫米,重 73.3 克)
7 流通钱(coin)
历朝铸行的用于流通的普通铜钱,以区别于祖钱、母钱和样钱等。明清时期称官铸流通钱为制钱。
8 制钱(official coin)
明清时期官府铸行的铜钱的称谓,以区别于前朝留下的旧钱和本朝私铸钱。
9 直浇道模(sprue pattern)
与母钱一起放置在平整的砂型表面,用来翻印出直浇道(图 6)。
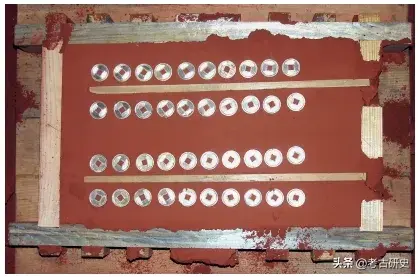
图 6 直浇道模翻砂实验图
10 型砂(molding sand)
母钱翻砂法铸钱的范型材料,与传统范铸法中的陶范、石范、金属范等硬范相比,属于软范、软型,可以打碎重复使用,降低了生产成本,提高了铸钱效率。型砂分天然型砂和混合型砂,天然型砂是天然沉积的含有适量黏土的硅砂;混合型砂是按一定比例混合的造型材料,经过混制,符合造型要求的混合料。
11 砂型【铸型】(sand mold)
用型砂制成的铸型(图 7)。砂型用砂箱支撑时,砂箱也是铸型的组成部分。不可将铸型称为“铸模”或“模型”。

图 7 翻砂铸钱实验中制作的砂型和砂箱
12 砂箱(flask, molding box)
容纳和支承砂型的硬框,是构成铸型的一部分(见图 7)。
13 砂舂(sand rammer)
手工翻砂时,舂实砂箱内型砂用的手动工具,如同杵。
14 填砂(mold-filling)
将制备好的型砂填充砂箱的过程。
15 舂砂【压实】(ramming)
翻砂造型时,用砂舂将填入砂箱的型砂上下垂直舂紧压实的操作(图 8)。
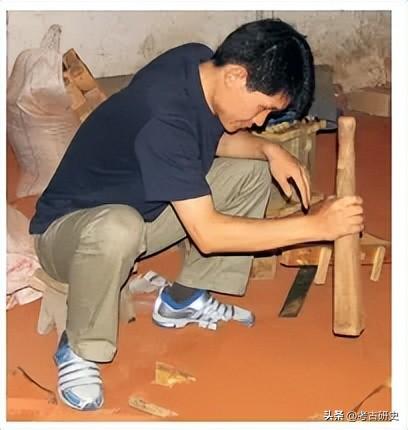
图 8 模拟翻砂铸钱实验中舂砂操作
16 刮砂(strike-off)
将高出砂箱顶面的型砂,用刮板刮掉的操作。
17 修型(patching)
修整完善砂型表面,修补砂型紧实度不够和起模损坏部分及施涂料的操作。
18 拨砂刀【刮刀】【镘刀】(scraper)
一端或两端带有平板形、尖形、圆弧形或“V”形薄硬片的拨砂修型工具,主要用于刮通直浇道和钱腔之间的内浇道,以及钱腔与钱腔之间的内浇道。
19 拨砂(scraping through)
用拨砂刀刮通直浇道和钱腔之间的内浇道,以及钱腔与钱腔之间的内浇道,以形成完整浇注系统的操作(图 9)。拨砂过深、过度会造成缺陷,钱币铸件会形成多余砂状金属凸块。
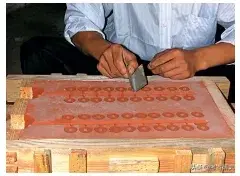
图 9 模拟拨砂实验中用“V”形拨砂刀拨通内浇道
20 通气针(vent wire)
在砂型上扎通气孔用的造型用具。
21 起模(stripping)
使母钱、浇道模与砂型分离的操作。
22 合型【合箱】[mold assembling, closing (sand molding)]
将铸型的各个组元如上型(上箱)、下型(下箱)等合成一个完整铸型的操作(图 10)。

图 10 模拟翻砂铸钱实验中合箱操作
23 充型(mold filling)
铸造过程中熔融金属液通过一定的流动通道向铸造型腔中充填的过程。
24 分型面(mold joint, mold parting, parting face)
为了使母钱及直浇道模能从铸型中顺利取出,将铸钱型腔以面的形式分出上下两个砂型(砂箱),砂型分离的面称为分型面。
25 开箱(opening)
砂型浇注后,待钱币铸件冷却至落砂温度时,将上下砂箱打开的操作。
26 钱树(coins tree)
翻砂法铸钱中,浇铸完成后开箱取钱,得到的树枝状的钱币铸件。钱树保留了完整的浇道铸柄和毛坯钱币(图 11)。

图 11 北周“五行大布”钱树(直浇道柄截面为半圆形)(钱径约 28 毫米)
27 看火(watch fire, smelting metal)
熔炼铸钱合金熔液工序的操作。古代负责看火工序的匠人称“看火匠”。
28 锉边【剉边】(file the edge of the coin)
锉掉钱币边缘残余的铸柄和飞翅的操作。
29 滚边【镟边】(grind the edge of the coin)
用金属方棍(《工部厂库须知》称“铁车锏”)将钱币串在一起,整体旋转打磨钱币边侧的操作(图12)。古代负责滚边和锉边工序的匠人称“滚锉匠”。

图 12 中国钱币博物馆藏清“同治重宝”宝桂局当十部颁样钱及其滚边痕迹
(钱径 35.9、厚 2.4 毫米,重 16.2 克)
30 磨钱【磨面】(grind the surface of the coin)
打磨钱币正面和背面的操作(图 13)。在范铸法铸钱时期,因陶质、石质、青铜质、铁质等范面相对平整,所铸钱币正面和背面都相对平整光洁,不需要磨钱工序。在翻砂法铸钱时期,由于砂型表面密布颗粒砂眼,所铸造钱币表面也呈现颗粒状形态,再加上钱币形制演变中外缘逐渐加宽,更凸显了翻砂铸钱砂痕的粗糙,为了钱币美观,需要打磨钱币表面。磨面工序是翻砂铸钱时期才出现的钱币加工环节。

图 13 中国钱币博物馆藏清“光绪重宝”宝直局当十部颁样钱磨面痕迹
(钱径 33.2、厚 2.2 毫米,重 12.9 克)
31 洗眼(file the square hole of the coin)
锉磨修整钱币方形穿口的操作(图 14)。古代负责磨钱和洗眼工序的匠人称“磨洗匠”。

图 14 中国钱币博物馆藏清“咸丰元宝”宝泉局当五百大钱及其洗眼痕迹放大图
(钱径 59.4、厚 4.4 毫米,重 67.2 克)
32 刷灰【清砂】(cleaning)
刷除清洗粘附在钱币地章表面上残灰和细砂的操作(图 15)。古代负责刷灰工序的匠人称“刷灰匠”。

图 15 中国钱币博物馆藏清“同治通宝”宝昌局部颁样钱及其砂灰痕迹放大图
(钱径 26.3、厚 1.9 毫米,重 7.2 克)
本文由 董苗 摘编自 杨君 周卫荣 著 《中国古代钱币铸造术语图解》之“第一章 第五节 翻砂法铸钱”。内容有删节、调整。


















 鲁公网安备37020202370207号
鲁公网安备37020202370207号